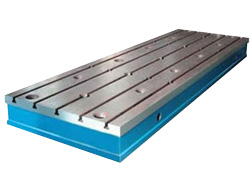
T型槽焊接平台浇注工艺和日常使用:
T型槽
焊接平台在进行浇注时要特别注意浇注温度为1320-1400℃,小件浇注温度高,搭大件浇注温度低。铁水透明发青,可以浇注5mm壁厚的小铸件,铁水表面呈现着闪动的花纹时只能浇注壁厚不加工铸件,若铁水粘包就不能再浇注铸件。
T型槽焊接平台好当天铸造好的铸型当天浇注,减少吸潮,避免铸型长时间停放;严格配料、称量,保持适当高度的料柱;按规程操作,确保不出现事故,只有保持“四稳”(炉膛尺寸稳定、底焦高度稳定、风量控制稳定、合格炉料稳定)、“三通”(保持风口、渣口、出铁口明亮、通畅、干净),才能熔化稳定,铁液优良。
T型槽焊接平台在机械制造方面有时用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平台。用水平仪检定时,
铸铁平板本身为测量基面,其放置应稳定。用自准直仪检定时,仪器与平板不在同一刚体上,仪器支架牢固性尤为重要,所以检定规程要求检定场地应牢固稳定,检定地点应避免振动。这是因为,工厂常将小平板置于钳工台或桌子上,牢固稳定性差,检定人员在平板附近的走动、检定工具在平板上的移动,都会产生不同的重力,使平板的空间位置发生变化,测量结果不可靠。
T型槽焊接平台需要安置在恒温和湿度受控的空调房间内,而其宜避免阳光直射或通风,尤其重要的是不宜有铅垂方向的温差或温度梯度,导致铸铁平板工作面与地面形成巨大的温度差异,当温度恢复均匀时,由于铸铁平板框架和筋条的格型结构,较薄的平板工作面及其导热性都有助于使
铸铁平台迅速适应外界环境。由于表面局部的不平,平板不允许点接触使用。接触宜通过起媒介作用的精密量块,其厚度最好不超过10mm,或具有相同精度的垫块。
T型槽焊接平台使用后总会有磨损,用户可通过以下方法检测出磨损迹象:用一个该等级平板来研磨该平板,然后研究研磨后的外观形态;使用基准规检测平板各方向的直线度。