优质铸铁划线平台的生产技术及浇注过程的控制:
优质铸铁
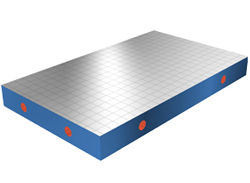
划线平台采用高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,耐磨性能好。
优质铸铁划线平台按国家标准计量检定规程执行,分别为0、1、2、3四个等级。
优质铸铁划线平台规格:200x200—3000x6000,大于此规格的划线平台可以按图纸订做。
优质铸铁划线平台的型砂的机能将直接影响铸件的质量,因此,型砂应该具有良好的透气性,湿强度、活动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有疏松性,以进步透气性、活动性等。
优质铸铁划线平台湿型砂应采用粒度在55/1O0、75/150、100/200的多角形或圆形的自然石砂,这样可以获得较好的表面强度和抗夹砂性。在粘土含量相同时,膨润土比普通粘土的热湿拉强度高。在湿型粘土砂中加入适量的煤粉、木屑等,可进步抗夹砂能力,并可防止夹砂、粘砂而得到表面光洁的铸件。型砂的水分定为6%左右,以使其具有较好的综合机能。
优质铸铁划线平台使用和维护都很简单,但是需要我们在每个环节多加注意,并且需要坚持,才能保证平板的精度及使用时间。对于新优质
铸铁平台和表面划痕、碰伤较重的划线平板,先用油石打磨一下,打磨后,我们先用M4的砂子修一下板面,三块划线平板互相研磨,待推拉费力的时候,卸下划线平板,直到优质铸铁划线平台板的平面度较好时,停止修理平板,做到心里有数。对于使用中划痕、碰伤较轻的优质铸铁划线平台,只用油石把突起的部分打磨下去就行,不用修理划线平板,直接压砂就可以了。
浇注是优质铸铁划线平台生产过程中的关键性工艺,其浇注位置的选择是十分关键的,直接影响着划线铸铁平台的精度和总体质量的好坏,所以我们必须要严格按照以下的几点原则:
一. 对于具有大面积的薄壁部分放在铸型的下部,同时尽量使薄壁立着或倾斜着浇注,这样有利于金属的充填。它将优质铸铁划线平台大面积的薄壁部分放在铸件的下面,使这部分能在较高的金属液压力下充满铸型,防止浇不足。
二.应将优质铸铁划线平台上质量要求高的表面或主要的加工面,放在铸型的下面。如果做不到 , 可将该表面置于铸型的侧面或倾斜放置进行浇注。
三.对于一些需要补缩的优质铸铁划线平台,应把截面较厚的部分放在铸型的上部或侧面。这样便于在划线
铸铁平板的厚壁处放置冒口,造成良好的顺序凝固,有利于优质铸铁划线平台补缩。
四.对于具有大平面的优质铸铁划线平台,应将划线铸铁平台的大平面放在铸型的下面。
五.对于带有泥芯的优质铸铁划线平台,应使泥芯能放置牢固并在合箱时便于检验。由于泥芯较长,刚度不够,在金属液的浮力作用下,泥芯产生弯曲变形。若改为立浇,就可以避免上述不良情况的产生。