机床工作台铸件的铸造要求和毛坯部位的处理要求:
机床铸件(
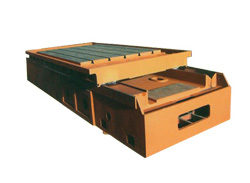
机床工作台)的导轨面是关键表面,不允许有砂眼、气孔、渣孔、裂纹和缩松等缺陷,要求组织致密、均匀,以保证硬度值控制在规定范围内。因此,尽管导轨面比较肥厚,对于灰铸铁而言,床身的 佳浇注位置是导轨面朝下。锥齿轮铸件的齿坯部分的质量要求较高,因此其齿坯表面应朝下。对于圆筒类零件,内外表面要求组织致密、均匀,一般采取筒身直立。
机床铸件(机床工作台)在铸造时都将导轨面朝下,有时还设置冷铁。在机床铸件导轨面结构设计方面应注意尽量减少其厚度,而且形状要合理。导轨面是机床铸件上对质量要求 高的部分,也是影响机床精度、寿命的关键部位。由于机床铸件导轨面较厚大(连同加工余量),易出现各种铸造缺陷。例重48吨、长8米的床身,按原设计,在导轨面处三壁相交形成热节,易产生缩孔、缩松。后将结构修改,把25毫米的立筋移该处,才基本上消除了缺陷。我公司生产
铸铁平台 为防止在导轨面上出现加渣、夹砂等缺陷,车床床身导轨内侧面可以采取以利熔渣等夹杂物上浮离开导轨面。原设计由于有一部分夹杂物上浮到A处后就只能滞留在该处,而影响导轨面的质量。再设计这类铸件时,还应避免在导轨面上设型芯撑来固定型芯。因为型芯撑处易产生各种铸造缺陷,使质量达不到要求。大型龙门刨床身,按原设计内部有三条筋板将整个床身分格成彼此不相通的四个部分需采用四块型芯。为固定左右两块型芯,就不得不在导轨面上放置型芯撑A,而且在导轨的倾斜面上放置型芯撑B也较困难。后来修改结构,在内腔中的三块筋板上开设尺寸足够大的方孔C,使四块型芯能练成一个整体,用放在侧壁与凹槽上的型芯撑就可固定,面不必再在导轨面上安放型芯撑了。我公司生产
装配平台 因为机床床身铸件机械加工只有有限的地方,比方说导轨,安装面齐子等等,大部分都是毛坯面,加工完了以后对这些毛坯部位也要进行处理,锈蚀损坏。
机床床身铸件涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以 。经过机械加工后的床身铸件,涂漆前 用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确保 表面的油污和其他污物。大型机床铸件底漆刷涂或喷、浸要均匀,床身铸件底漆在使用前 充分搅拌均匀,稀释至适当的年度再进行涂抹。我公司生产
调整垫铁
如果使用过氯乙烯填充床身铸件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,床身铸件每次刮涂 等上以次刮涂的材料干后再进行。使用过氯乙烯填充床身铸件凹陷后 等其干燥后才能进行打磨,机床床身铸件每次打磨后均需要 表面的磨浆和粉尘。我公司生产
配重铁 机床床身铸件采用水磨技术进行打磨,机床床身铸件经过加工的表面生锈,需要采用防锈水进行打磨。床身铸件在 后一到腻子打磨清理干净后,需要喷涂过氯乙烯 道底漆,这样可以提高漆膜的平整度,提高漆膜的光泽。