机床工作台厂家解读V法铸造工艺:
在实型生产中有一种工艺叫V法造型。那么什么是V法造型呢?
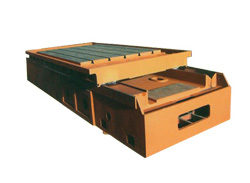
机床工作台厂家就来给大家介绍一下:V法造型又称真空造型,它是一种全物理的造型方法。其基本原理是在 的砂箱内,填入无水无粘结剂的干石英砂,用塑料薄膜将砂箱密封后抽成真空,借助铸型内外的压力差使型砂紧实和成型。
V法铸造的特点:
1)铸件的尺寸精度和表面光洁度较高。型砂与模样之间有一层塑料薄膜,模样的拔模斜度小,起模时不必敲击模样就能方便取出;所用的型砂颗粒细,铸型的硬度高且均匀;铸件的表面较光洁,轮廓清晰,尺寸精度较高,毛刺少。我公司生产
铸铁平台 2)旧砂处理及紧实工序简单。型砂中可不必加粘结剂、水分及附加物,简化了型砂处理工作,铸件的落砂清理方便,旧砂只要过筛去除杂质、冷却后去除细粉即可回用。型砂的损耗少,回用率可达95%以上,造型时基本上不必捣砂,适当微震即可满足要求。
3)在具有塑料薄膜的铸型中,金属的流动性提高,充填铸型的能力较强,可铸造出壁厚为3mm左右的铸件,铸件的尺寸精度较高,机械加工余量减小,铸件的重量减轻。
4)清洁生产铸造工艺。由于型砂中没有粘结剂及附加物,浇注时产生的有害气体少,劳动强度降低,作业环境卫生较好。我公司生产
装配平台 V法造型所用模样与普通砂型用模样不同,通常要在模样上开设 数量的通气孔与中空的抽气箱相通,以便抽真空将塑料薄膜吸附在模样表面上。通气孔的孔径、孔距、位置和间距都要适当;对于塑料薄膜成型欠佳的部位,应增加通气孔的数量,以利于覆膜成型。
塑料薄膜是V法造型的主要材料之一,它经加热软化后,利用真空抽吸能紧贴附在模样上。它对性能要求包括:具有优良的延展特性(V法造型用塑料薄膜厚度一般为0.05mm~0.1mm,在具有凹深的模样上成型时, 终厚度仅为约0.006mm);塑料薄膜上面没有气泡及针孔等缺陷;成型时热塑应力小,成型后弹性消失(成型后塑料薄膜不会缩回原状);塑料薄膜不与模样产生粘合作用;塑料薄膜受热分解时产生的气体少,且 无味,灰分少。我公司生产
配重块 适合于V法造型的型砂有干石英砂、错砂、铬铁矿砂和橄榄石砂等。宜采用较细的型砂,以便获得表面较光洁的铸件;型砂中杂质的含量少,否则会使型砂的流动性变坏不易震动紧实,旧砂处理时应除去全部残留塑料薄膜;型砂温度不宜过高,一般都将型砂冷却至50℃以下回用;要防止型砂颗粒组成变大,定期补充一部分被除尘器带走的细砂和少量的新砂。我公司生产
调整垫铁