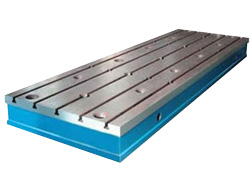
大型焊接平台毛坯件清理过程和平面研磨方法:
想要大型
焊接平台铸件成为合格产品,要求每个过程相互配合,相互协调,只有注重细节才能较好的控制和提高每个过程的质量,才能保证大型焊接平台铸件的质量,从而生产更高质量的产品。
1、落砂:大型焊接平台铸件毛坡必须经过充分冷却才能扒出铸型,一般要求不小于3h。如果时间过短,会发生表面激冷而使硬度较高造成切削困难。大型焊接平台铸件较大时可能会产生热裂、铸铁平台铸件内应力较大,易造成变形而影响大型焊接平台铸件外形尺寸。
2、清砂:要获得表面光洁度好的大型焊接平台铸件,小规格毛坯铸件可以通过清理滚筒去除表面的砂子。大规格铸铁工作台毛坡铸件进行抛丸处理去除表面的砂子。非加工表面的粘砂必须清理干净,以防止在装入成品内运动时脱落后进入轴承室内,对轴承的使用造成不良影
3、时效处理:一般的大型焊接平台铸件都要进行时效处理,以减铸铁小平台铸件内应力获得良好的性能。
4、检验过程的控制:通过检验反应大型焊接
铸铁平台铸件的缺陷,查找并分析原因,及时采取措施,以减少量具铸件缺陷的产生。
铸造工艺的好坏会直接关系大型焊接平台质量,而好的工艺就会越复杂,越复杂肯定人工费就会越多,所以就会直接的加载到大型焊接平台的价格中,可能有的人会认为是第一个原因是原材料,其实是不对的哦,原材料的好坏虽然会直接影响质量,但是一般原材料的选择还是比较少的,原材料的价格差异也不会很大,所以不用担心这个问题
大型焊接平台平面研磨原理:
1.微细性: 可对大型焊接平台进行0.01~0.1μm切削。
2. 随机性:大型焊接平台与研具随机接触,高点相互修整,误差逐步减小,精度同时得到提高。
3.针对性:可检测工件,有针对性变动研磨位置和掌握研磨时间,保证尺寸和形状精度。
大型焊接平台研磨平面一般在精磨之后进行。手工研磨检验
铸铁平板平面时,研磨剂涂在研磨平板(研具)上,手持工件作直线往复运动或“8”字形运动;研磨一定时间后,将工件调转90°~180°,以防工件倾斜;对于工件上局部待研的小平面、方孔、窄缝等表面,也可手持研具进行研磨;批量较大的简单零件上的平面亦可在平面研磨机上研磨。
大型焊接平台研磨平面的说明:研具材料和研磨剂
1. 研具材料
铸铁:研磨淬硬和不淬硬的钢件及铸铁件。
黄铜:研磨各种软金属。
2.研磨剂
研磨料:氧化铝、碳化硅、氧化铁、氧化铈等。
研磨液:机油、煤油、动物油及油酸、硬脂酸。