铸铁焊接平台铸造工艺规程内容及防止变形措施:
铸铁
焊接平台铸造工艺规程是指导生产的技术文件,它既是进行生产技术准备科学管理的依据,又是工厂工艺技术经验的结晶。因此,铸造工艺规程编制的好坏,对铸铁平台铸件质量、生产效率和铸件成本起着决定性的作用。
铸铁焊接平台铸造工艺规程的完备和细致程度,取决于工厂的生产条件和生产性质。例如,大批量生产的铸铁平台,工艺规程可以编得完备些和细致些。单件小批生产或不太重要的铸铁平台,则可以简单些。所以格式不可能统一,形式也是多种多样。
铸铁焊接平台铸造工艺规程,一般可以分为两类,一类是通用性的,即对铸造过程中的各个主要环节,例如,对铸铁平台型(芯)、砂型(芯)的烘干、合型浇注、合金、熔炼、落砂清理等,可制定通用性的(对每一个平台都适用的)工艺规程。另一类是对每一个平台,根据其各自的要求,设计出工艺图或工艺卡等。铸铁焊接平台在铸造生产过程中,一定要井条有序,这样一方面了提高了合格率也节省了一些成本。
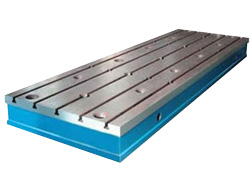
为了防止铸铁焊接平台发生的变形,在吊装铸铁焊接平台时,要用四根同样长度的钢丝绳同时挂住铸铁平台上得四个起重孔,将铸铁平台平稳吊装在运输工具上。
将铸铁焊接平台支承点垫好、垫平,保证每个支撑点受力均匀,保证整个铸铁平台平板平稳。铸铁平台安装时将铸铁平台的各个支撑点用调整垫铁垫好、垫实,由专业技术人员将铸铁平台平板调整至合格精度。铸铁焊接平台使用时要轻拿轻放工件,不要在铸铁平台平板上挪动比较粗糙的工件,以免对
铸铁平台工作面造成磕碰、划伤等损坏。
使用完毕后,要将工件从铸铁焊接平台上拿下来,避免工件长时间对铸铁平台重压造成铸铁平台的变形。铸铁焊接平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用
铸铁平板的外包装将铸铁平台平板盖好,以防止平时不注意造成对铸铁平台平板工作面的损伤。
铸铁焊接平台按国家标准实行定期周检,检定周期根据具体情况可为6-12个月。