兆基精模铸铁平台厂家解读电梯配重铁的工艺特点:
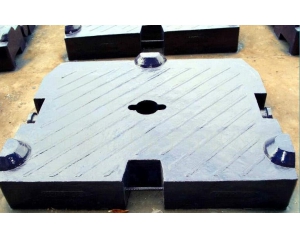
电梯配重铁是用于增加自身重量来保持平衡的重物,是将喷丸机熔炼成符合 要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。配重铁是现代机械制造工业的基础工艺之一。
电梯配重铁工艺可分为三个基本部分即配重铁金属准备。配重铁铸型准备和铸件处理,配重铁金属是指配重铁生产中用于浇注铸件的金属材料,配重块它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为配重铁合金,主要有铸铁、铸钢和配重铁有色合金。
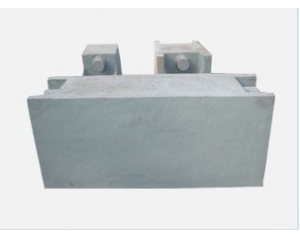
电梯配重铁是比较经济的毛坯成形方法,船用配重铁对于形状复杂的零件能显示出它的经济性。如汽车发动机的缸体和缸盖,船舶螺旋桨以及精致的艺术品等。
电梯配重铁的优点就是由于熔模铸件有着很高的尺寸精度和表面光洁度,所以可减少机械加工工作,只是在零件上要求较高的部位留少许加工余量即可,甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。由此可见,采用配重铁方法可大量节省机床设备和加工工时,大幅度节约金属原材料。 电梯配重铁热处理只能改变基体组织,不能改变石墨的形态及分布,机械性能的变化是基体组织的变化所致。普通灰口铸铁(包括孕育铸铁)石墨片对机械性能(强度、延性)影响很大,灰口铸铁经热处理改善机械性能不显着。还需要注意的是铸铁的导热性较钢差,石墨的存在导致缺口敏感性较钢高,因此铸铁热处理中冷却速度(尤其淬火)要严格控制。
电梯
配重铁工艺熔模铸件尺寸精度较高,一般可达CT4-6(砂型铸造为CT10~13,压铸为CT5~7),当然由于配重铁的工艺过程复杂,影响铸件尺寸精度的因素较多,例如模料的收缩、熔模的变形、型壳在加热和冷却过程中的线量变化、合金的收缩率以及在凝固过程中铸件的变形等,所以普通熔模铸件的尺寸精度虽然较高,但其一致性仍需提高采用中、高温蜡料的铸件尺寸一致性要提高很多。