河北兆基精模铸造量具有限公司位于“铸造之乡”--河北省泊头市,东临渤海北依京津,京泸铁路、104及106国道及一条省级公路从此经过,处于铁路、公路、海运的枢纽地带,交通方便,地理位置优越。..;详细
河北兆基精模铸造量具有限公司位于“铸造之乡”--河北省泊头市,东临渤海北依京津,京泸铁路、104及106国道及一条省级公路从此经过,处于铁路、公路、海运的枢纽地带,交通方便,地理位置优越。..;详细 
| 地址: | 泊头市郝村綦庄开发区 |
| 邮箱: | chenjia6588@sina.com |

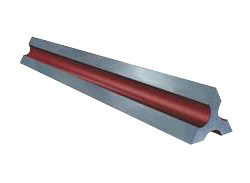
平行平尺按JB/T7977-99标准制造,材料HT250,工作面采用刮研或精密磨削工艺,用于机床检验中检验不平度和不直度两个工作面是配合块规,千分尺,水平仪等仪器检验,不同高度,两导轨的平行和不连接导轨的水平,并可以配合直角尺,检验只用直角尺无法检验的两机件的垂直度的量具,还适用于设备安装和检查,使用温度(20±5)℃
介绍关于铸铁平行平尺直线度的检测方法
一、铸铁平行平尺用等高块支承在距平尺两端2L/9的标准支承标记处,根据平尺工作面长度选择适当的检测桥板(一般按8~10个跨步,跨距在50~500mm之间);然后将桥板置于平尺的一端把反射镜或水平仪固定在桥板上;桥板按跨距逐步地从平尺的一端移至另一端,每移动一个跨距从分度值为1”(或0.005mm/m)的自准直仪或分度直为0.001mm/m的电子水平仪(工作面长度大于500mm的1级平尺可用分度值为0.01mm/m的合像水平仪,2级平尺可用分度值为0.02mm/m的框式水平仪)上读取该位置读数;其 大值与 小值之差即为平尺工作面的直线度误差。工作面任意200mm的直线度误差,可选择50mm或100mm的桥板,按上述方法在任意200mm内进行检验确定。
二、铸铁平尺上工作面与下工作面的平行度,工作面与下支承面的平行度
将平尺以工作面(或以支承脚支承面)为基面放在精密平板上,用装在表架上的分度值为0.001mm的千分表在其工作面上测出不少于三处的高度差值,即为平行度误差。
当不具备适用的平板时,允许将平尺侧面放在某一支承面上,用分度值为0.002mm 杠杆千分尺或带分度值为0.002mm 千分表的检具测平尺的高度差。
三、铸铁平尺侧面对工作面的垂直度
将铸铁平尺置在平板上,使装有分度值为0.001mm 千分表的表座通过标准圆棒,在标准直角尺上对零。然后以同样的方式使表座靠紧平尺的一个侧面,此时千分表的读数即为该侧面的垂直度误差。同理检测另一侧面的垂直度误差,取 大误差值.
平行平尺的规格:
|
规格mm |
工作面直线度或平面度 |
工作面间平行度 |
侧面对工作面垂直度 |
||||||
|
精度等级um |
|||||||||
|
0 |
1 |
2 |
0 |
1 |
2 |
0 |
1 |
2 |
|
|
500×35 |
3 |
6 |
12 |
4.5 |
9 |
18 |
15 |
30 |
60 |
|
750×40 |
4 |
8 |
15 |
6 |
12 |
25 |
20 |
40 |
80 |
|
1000×50 |
5 |
10 |
20 |
7.5 |
15 |
30 |
25 |
50 |
100 |
|
1500×70 |
7.4 |
15 |
30 |
10 |
20 |
40 |
37 |
75 |
150 |
|
2000×90 |
9 |
18 |
36 |
13.5 |
27 |
54 |
45 |
90 |
180 |
|
2500×90 |
11 |
22 |
44 |
16 |
32 |
65 |
55 |
110 |
220 |
|
3000×100 |
13 |
26 |
52 |
19.5 |
39 |
78 |
65 |
130 |
260 |
|
3500×100 |
15 |
30 |
60 |
22 |
45 |
90 |
75 |
150 |
300 |
|
4000×100 |
17 |
34 |
68 |
25 |
50 |
100 |
85 |
170 |
340 |
|
5000×110 |
21 |
42 |
84 |
30 |
60 |
120 |
105 |
210 |
420 |