机床工作台铸件的材质选用和造型:
在加工
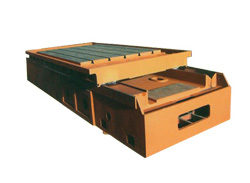
机床工作台铸件时一般采用灰铁铸造材质的多,因为机床工作台铸件尺寸较大,长可达数米;质量可达10t以上,壁厚在15~30mm。其要求为:具有良好的精度稳定性和减震性,较高的弹性模量,适宜的抗压强度,适中的硬度以及优异的耐磨性;在工艺上要求良好的铸造性能,具有较高抗变形能力,且易于切削加工,并要求较低的生产成本,如可用冲天炉进行熔炼,采用较少量的合金元素等。我公司生产
铸铁平台 我公司灰铁铸造机床铸件一般采用HT250孕育铸铁件作为材质。为了提高机床的使用年限,灰铁铸造机床铸件工艺 耐用,铸造性能 优,不但实用,价格相对比也是较实惠的,所以一直以来我公司延续使用灰铁铸造各大铸件。
机床工作台铸件在实型铸造生产中采用聚苯乙烯泡塑模样应用呋哺树脂自硬砂造型。当金属液浇入铸型时,泡沫塑料模样在高温金属液作用下迅速气化,燃烧而消失,金属液取代了原来泡沫塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。
机床工作台铸件树脂砂型刚度好,浇注初期砂型强度高这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。我公司生产
铸铁平板 相对来说,消失模铸造对于生产单件或小批量的汽车覆盖件,床身铸件等大型模具较之传统砂型有很大优势,它不但省去了昂贵的木型费用,而且便于操作,缩短了生产周期,提高了生产效率,具有尺寸精度高,加工余量小,表面质量好等优势。
大型机床床身铸件的铸型分型面选择得正确,可以简化造型操作,提高劳动生产率,使铸件尺寸准确,减少废品等。在选择铸型分型面时,一般应注意下面几点:
1.尽量把铸件的大部分或全部放在下型内,这样可将主要的泥芯放在下型,便于泥芯的安放和检验,还可使上型的高度减低,便于合箱。是铸件分型面的选择,它将铸件全部放在下型,避免错箱,保证铸件质量。我公司生产
配重块 2.应使铸件的加工面及加工基准面,放在同一个铸型内。在机械加工时,大型铸件上部的方头 ( 夹具夹紧处〉是作为外困表面车削螺纹的基准,由于加工面与加工基准面都处在同一个上型内,从而减少因错箱造成 的加工余量不够。
3.当铸件的加工面很多,又不可能都与基准面放在分型面的同一侧时,则应尽量使加工的基 准面与大部分的加工面放在分型面同一侧。应使铸模容易从铸型中取出,并尽量减少活块模、高大的吊砂和弯曲的分型面等。
4.铸型的的分型面,应尽量能与浇注位置一致。这样可避免合箱后,再翻动铸型。因翻箱操作是一个很繁重的工作,同时在翻动大型铸件铸型时,可能使泥芯的位置发生移动,影响铸件的精度或造成缺陷。我公司生产
装配平台 5.尽量减少泥芯的使用。这样可以省去制造和安放泥芯的工作,也可减少由此造成的误差及产生的披缝,降低铸件的制造成本。铸件的的不加工表面应尽量避免有披缝。在套筒不加工的外圆表面上看不到披缝 , 提高了铸件的外观质量。