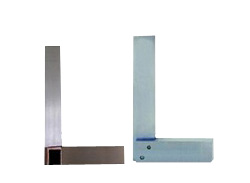
使用铸铁直角尺的十一个注意要点:
1.在使用
之前 要把工作面进行擦拭,保证工作面的清洁度。而且还要对各个工作面进行检查看看有没有碰伤,毛刺和锈蚀,避免损坏直角尺,影响测量度。
2.不管是什么时候都不去使用没有合格证或是过了使用周期的直角尺。
3.合理选用相应精度的铸铁直角尺,检验精密量具选用0级直角尺,检验精密零件选用1级直角尺,检验通常零件选用2级直角尺。
4.铸铁直角尺的长边测量面和短边测量面是作业面,所以只能用这两个面去测量,而不允许用长边和短边的旁边面,以及侧棱去测量。
5.运用时,将铸铁直角尺放在被测工件的作业面上,用光隙法或塞尺辨别工件视点是否正确。检验工件外(内)角时,须使直角尺的内(外)边与被测工件触摸,当把直角尺的一 边紧贴住工件作业面后,应悄悄压住,不要过火施加压力,避免使视点发生变化,然后使铸铁直角尺的另一边与工件作业面相吻合,按光隙巨细断定工件合格性。
6.测量时应留意铸铁直角尺的安放方位,不能倾斜。直角尺应放置在与构成直角两面交线相笔直的平面内,即笔直地紧靠在被测工件上,不然会发生测量误差。
7.在运用和安放作业边较长的90度直角尺时,尤应留意避免作业边的弯曲变形。
8.为求得准确的测量成果,测量时可将90度角尺翻转180度再测一次,取两次读数的算术平均值为其测量成果。这么便可消除铸铁直角尺自身的误差。
9.测量时,不可以将铸铁直角尺在工件外表上来回拉动,应当测完一处,使直角尺脱离工件外表后再测另一处。
10.不要在开动的机器上测量工作的工件,不然是很容易损坏铸铁直角尺的,工件视点测禁绝,且易出事端。
11.运用时留意铸铁直角尺和工件温度的一致性,不要测量过冷过热的工件。直角尺不要长期握在手中。