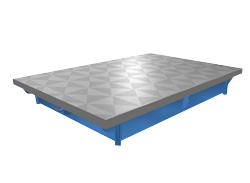
铸铁平台的自由锻工艺和模锻工艺具体介绍:
说到
铸铁平台的锻造工艺,其实小编也不是太了解,但是通过车间师傅的介绍知道了锻造工艺还分为自由锻和模锻。那么这两种锻造工艺又是如何操作的呢,各自又有哪些优缺点呢,下面来给大家一一说明:
自由锻是指用简单的通用性工具,或在锻造设备的上、下砧铁之间直接对坯料施加外力,使坯料产生变形而获得所需的几何形状及内部质量的锻件的加工方法。采用自由锻方法生产的锻件称为自由锻件。
自由锻都是以生产批量不大的锻件为主,采用锻锤、液压机等锻造设备对坯料进行成形加工,获得合格锻件。自由锻的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。自由锻采取的都是热锻方式。
自由锻造工序包括基本工序、辅助工序、精整工序。
自由锻造的基本工序:镦粗、拔长、冲孔、弯曲、切割、扭转、错移及锻接等,而实际生产中最常用的是镦粗、拔长、冲孔这三种工序。
辅助工序:预先变形工序,如压钳口、压钢锭棱边、切肩等。
精整工序:减少锻件表面缺陷的工序,如清除锻件表面凹凸不平及整形等。我公司生产
铸铁平板 自由锻造的优点:锻造灵活性大,可以生产不足100kg的小件,也可以生产大至300t以上的重型件;所用工具为简单的通用工具;锻件成形是使坯料分区域逐步变形,因而,锻造同样锻件所需锻造设备的吨位比模型锻造要小得多;对设备的精度要求低;生产周期短。
自由锻造的缺点及局限性:生产效率比模型锻造低得多;锻件形状简单、尺寸精度低、表面粗糙;工人劳动强度高,而且要求技术水平也高;不易实现机械化和自动化。
而模锻是指在专用模锻设备上利用模具使毛坯成型而获得锻件的锻造方法。此方法生产的锻件尺寸精确,加工余量较小,结构也比较复杂生产率。
按所用设备的不同分类:锤上模锻、曲柄压力机模锻、平锻机上模锻及摩擦压力机上模锻等。锤上模锻最常用的设备是蒸汽-空气模锻锤、无砧座锤和高速锤等。根据其功用不同可分为模锻模膛和制坯模膛两大类。
1)模锻模膛。
(1)预锻模膛。预锻模膛的作用是使毛坯变形到接近于锻件的形状和尺寸,这样在进行终锻时,金属容易填满模膛而获得锻件所需要的尺寸。对于形状简单的锻件或批量不大时可不设预锻模膛。预锻模膛的圆角和斜度要比终锻模膛大得多,而且没有飞边槽。
(2)终锻模膛。终锻模膛的作用是使毛坯最后变形到锻件所要求的形状和尺寸,因此,它的形状应和锻件的形状相同;但因锻件冷却时要收缩,故终锻模膛的尺寸应比锻件尺寸放大一个收缩量。钢锻件收缩量取1.5%。另外,沿模膛四周有飞边槽,用以增加金属从模膛中流出的阻力,促使金属充满模膛,同时容纳多余的金属。
2)制坯模膛。
对于形状复杂的锻件,为了使毛坯形状基本符合锻件形状,以便使金属能合理分布和很好地充满模膛,就必须预先在制坯模膛内制坯。
(1) 拔长模膛。它是用来减少毛坯某部分的横截面积,以增加该部分的长度。拔长模膛分为开式和闭式两种。
(2)滚压模膛。它是用来减少毛坯某一部分的横截面积,以增加另一部分的横截面积,从而使金属按锻件形状来分布。滚压模膛分为开式和闭式两种。
(3) 弯曲模膛。对于弯曲的杆类模锻件,需用弯曲模膛来弯曲毛坯。我公司生产
划线平台 (4)切断模膛。它是在上模与下模的角上组成一对刀口,用来切断金属。
模锻的优点:生产效率较高。模锻时,金属的变形在模膛内进行,故能较快获得所需形状;能锻造形状复杂的锻件,并可使金属流线分布更为合理,提高零件的使用寿命;模锻件的尺寸较精确,表面质量较好,加工余量较小;节省金属材料,减少切削加工工作量。在批量足够的条件下,能降低零件成本。
模锻的缺点及局限性:模锻件的重量受到一般模锻设备能力的限制,大多在7OKg以下;锻模的制造周期长、成本高;模锻设备的投资费用比自由锻大。