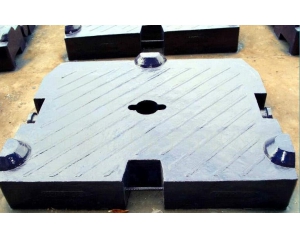
配重块的广泛应用和其工艺特点:
配重块是用于增加自身重量来保持平衡的重物,是将喷丸机熔炼成符合 要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。配重铁是现代机械制造工业的基础工艺之一。
配重铁不但结构简单、成本低,而且选择、增减配重铁时十分方便,生产、装配工艺也大大简化。配重铁应用广泛大作为用户应该是都知道的,那么,在健身机中的使用估计您没有听说过吧,现今,配重铁就广泛的应用于各种综合的健身机当中。
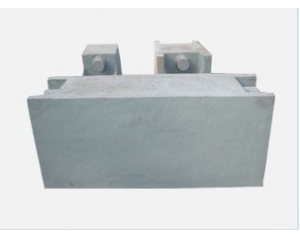
健身机中的配重铁包括左右导轨、多个配重铁、配重铁座、牵引绳索及连接器。左右导轨均为圆柱状。配重铁以其两端的半圆状导槽安装其间,配重铁的两端厚中部薄叠放时中部形成一间隙。配重铁的中间带孔,孔中插装着柱状配重铁座。配重铁座上带有多个环槽,环槽之间的距离与叠放在配重铁座上的配重铁的间距对应相等。配重铁座的上端带有销孔,连接器的下部带有销座,销座上的横销插装在销孔中将二者枢连在一起。一叉形插板穿过配重铁之间的间隙插装在配重铁座的环槽中。我公司生产
铸铁平台 配重铁 大的优点就是由于熔模铸件有着很高的尺寸精度和表面光洁度,所以可减少机械加工工作,只是在零件上要求较高的部位留少许加工余量即可,甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。由此可见,采用配重铁方法可大量节省机床设备和加工工时,大幅度节约金属原材料。 我公司生产
划线平台 配重铁工艺是用易熔材料(例如蜡料或塑料)制成可熔性模型(简称熔模或模型,在其上涂覆若干层 的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型, 后将铸型放入焙烧炉中经过高温焙烧。我公司生产
装配平台 配重铁工艺熔模铸件尺寸精度较高,一般可达CT4-6(砂型铸造为CT10~13,压铸为CT5~7),当然由于配重铁的工艺过程复杂,影响铸件尺寸精度的因素较多,例如模料的收缩、熔模的变形、型壳在加热和冷却过程中的线量变化、合金的收缩率以及在凝固过程中铸件的变形等,所以普通熔模铸件的尺寸精度虽然较高,但其一致性仍需提高(采用中、高温蜡料的铸件尺寸一致性要提高很多)。