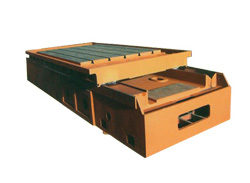
机床工作台铸件表面缺陷“粘砂”具体介绍:
现代生产中“质量"包含两个方面的内容:是产品质量,即铸件(
机床工作台)满足用户要求的程度,也就是适应性。二是工程质量,即是制造铸件的生产过程对产品质量的保证程度。两者有相关性,但又不是一个概念。铸件(机床工作台)质量的现代概念应该是有两层思: 先是满足使用要求,即适用性;其次是在保证适用性的基预上价格 低,即经济性。铸件的检验方法应根据铸件的验收条件要求选用。
表面缺陷是铸件(机床工作台)表面上产生的各种缺陷的总称。常见的铸件表面的缺陷:粘砂、砂眼、夹砂结疤。表面缺陷给切削加工增加了难度。
这些缺陷有些可直接看到,有的在切削加工后才能发现。对于浅表层缺陷通过切削加工可以消除,不会使铸件报废。加工后仍存在于铸件加工表面,并影响使用的,会使铸件报废。
下面主要介绍粘砂缺陷,粘砂的定义、产生原因、防治方法铸件表面粘附着一层难以 的砂粒,称为粘砂。粘砂分为机械粘砂和化学粘砂。机械粘砂是铸件的部分或整个表面上,粘附着一层砂粒和金属的机械混合物。清铲粘砂层时能看到金属光泽。化学粘砂是铸件的部分或整个表面粘附一层金属氧化物、砂粒和粘土相互作用而生成的低熔点化合物,硬度较高,只能用砂轮磨去。
粘砂是金属液与型壁表面之间产生热物理作用或经学反应的综合结果。凡是加剧热物理作用或热化学反应的各种因素,都会造成铸件的部分表面或整个表面产生不同程度的粘砂。铸件表面牌液态时间长,铸件厚壁或大热节处,散热条件差的地方(凹角、细长孔、狭窄沟槽等),金属液的静压力大,浇注温度高,原砂颗粒越粗,则容易粘砂。
⑴铸件壁厚要均匀,适当加大圆角半径,尽量减小热节圆,采用冷铁。
⑵根据铸件厚度和金属液浇注温度,正确选用原砂粒度,面砂和粘结剂的耐火度适当高些,砂型紧实度要均匀,涂料层耐火度要高,热化学稳定性要好,砂型要干燥。
⑶提高金属液质量,适当降低浇注温度、浇注速度。
之后
铸铁平板厂家小编还会陆续 新铸件表面的其他缺陷出现原因,请大家随时关注本站信息!