焊接铸铁平台获得理想切削力的方法:
焊接
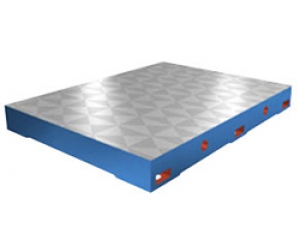
铸铁平台是一般焊接的基础面,焊接铸铁平台的平面度要求不是很高,所以不需要进行压砂,只要是保证机床精度就可以了。
如何怎样才能获得理想的切削力呢?我们总结出具体的操作如下:
1、焊接铸铁平台擦净上下平板表面,逐次将较细的压砂剂涂在下平板表面。重复以上步骤,直到最细时止。最细的压砂剂可以多进行2至3次。
2、放上上平板,并推动其作“8”字形运动,同时配合直线往复、圆形等各种不同的轨迹。使压砂剂均匀分布在两平板间后,稍用力于上平板.以缓慢的速度操作,过程中要使上平板不时转90度、l80度,感到吸力较大时,再作直线往复运动三四个来回。然后将上平板平行取下。
3、焊接铸铁平台经过前期处理后。擦净上下平板表面。在下平板的表面均匀地涂上已配制好的最粗的压砂剂。根据温度、湿度等一些情况.适当增加硬脂、煤油。
焊接
铸铁平板使用和维护都很简单,但是需要我们在每个环节多加注意,并且需要坚持,才能保证平板的精度及使用时间。对于使用中划痕、碰伤较轻的划线平板,只用油石把突起的部分打磨下去就行,不用修理划线平板,直接压砂就可以了。
焊接铸铁平台湿型砂应采用粒度在55/1O0、75/150、100/200的多角形或圆形的自然石砂,这样可以获得较好的表面强度和抗夹砂性。在粘土含量相同时,膨润土比普通粘土的热湿拉强度高。在湿型粘土砂中加入适量的煤粉、木屑等,可进步抗夹砂能力,并可防止夹砂、粘砂而得到表面光洁的铸件。
焊接铸铁平台型砂的水分定为6%左右,以使其具有较好的综合机能。对于新焊接铸铁平台和表面划痕、碰伤较重的焊接铸铁平台,先用油石打磨一下,打磨后,我们先用M4的砂子修一下板面,三块铸铁平板互相研磨,待推拉费力的时候,卸下铸铁
划线平台,直到铸铁平板板的平面度较好时,停止修理平板,做到心里有数。